山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
硼粉作为一种重要的化工原料与固体燃料添加剂,在含能材料、冶金助剂、陶瓷烧结以及新型复合材料等领域发挥着不可替代的作用。其颗粒细小、密度较低、流动性差且易扬尘、易团聚的特性,给工业生产中的输送环节带来了严峻挑战。传统的机械输送方式往往难以兼顾密封性与输送效率,甚至可能因摩擦生热或粉尘积聚引发安全隐患。因此,一套能够满足硼粉特殊物理化学性质、具备高密封性、低破损率、稳定可控的气力输送系统,已成为众多企业工艺升级的关键。
本文将从硼粉物料特性分析出发,深入探讨气力输送设备的设计要点与选型逻辑,结合工业实践中的常见问题,系统梳理一套适配硼粉输送的系统方案。海德粉体深耕粉体工程领域多年,在硼粉、铝粉、镁粉等特种细粉的气力输送方面积累了成熟的技术与丰富的落地经验,下文所阐述的方案既基于行业通用原理,也融入了实际项目中的优化细节。
硼粉的典型粒径通常在微米至亚微米级别,密度约为2.34 g/cm³,松装密度较低,这意味着单位体积的物料质量较小,在气流中易悬浮,但也极易产生扬尘。硼粉表面活性较高,微细颗粒间范德华力作用显著,导致其具有较强的团聚倾向,在输送管道中容易形成料栓或堵塞。此外,硼粉属于易燃粉尘,在特定浓度下与空气混合后遇点火源存在爆炸风险。因此,硼粉气力输送系统必须具备高等级的防爆设计与静电消除措施,同时管道内流速需精准控制——过低则无法克服团聚与沉降,过高则加剧管道磨损并增大静电风险。

从输送工艺角度看,硼粉的磨蚀性中等,对弯管部位会形成持续磨损,需要采用耐磨材质或增加可更换衬里。其吸湿性也不容忽视,受潮后流动性急剧下降,严重时直接结块断流。因此,输送气源必须经过干燥处理,且系统各接口应保持严格的密封性。

针对硼粉这类细粉物料,常用的气力输送方式主要分为稀相正压输送、密相正压输送和稀相负压输送三种。每种方式在能耗、可靠性、管路长度及维护成本上差异显著,需要依据实际工况权衡选择。
一套完整的硼粉气力输送系统通常由供料装置(发送罐或旋转阀)、输送管道、气源设备(风机/压缩机)、气固分离器(布袋除尘器或旋风分离器)、控制系统及安全附件组成。以下分述各环节的关键设计考量。
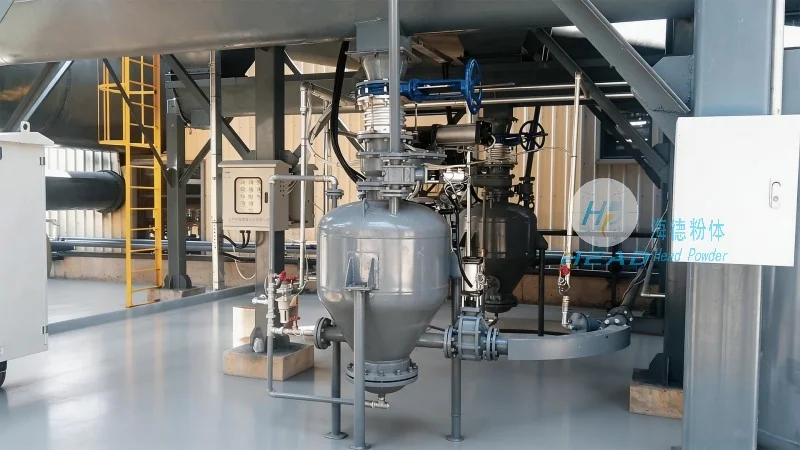
硼粉的低流动性决定了传统的旋转阀供料易出现填充不均或漏气问题。海德粉体在实际工程中更倾向于采用发送罐(压力罐)的形式,配合流化板与充气装置,使硼粉在罐内预先流态化,形成稳定的料流进入管道。罐体锥角通常设计为60°以上,内壁抛光处理,并设置振动助流器或气动敲击器,防止物料沉积。对于持续供料需求,也可采用带气封结构的旋转给料器,但需严格控制转子间隙在0.1 mm以内以减少漏气。
管道材质建议选用不锈钢304或316L(对硼粉无化学腐蚀风险),内壁粗糙度Ra≤0.8 μm,可降低物料附着。弯管处应采用大曲率半径(R≥10倍管径)或采用耐磨陶瓷内衬弯头,实测寿命可提升3~5倍。管道连接采用卡箍式快速接头或法兰连接,密封垫选用耐腐蚀聚四氟乙烯(PTFE)材质。每隔3~5米设置静电导除跨接线,全系统电阻应小于4欧姆。
输送气源可采用无油空压机或氮气(对氧化敏感工艺优先用氮气)。气源出口必须配置冷干机与精密过滤器,露点温度控制在-20℃以下,避免水分进入系统导致硼粉结块。气源压力需根据输送距离与垂直高度计算,密相系统常用压力0.2~0.6 MPa,稀相系统风压则依赖于风机性能。
硼粉经由管道进入收料仓后,需通过布袋除尘器实现气固分离。滤袋材质应选用防静电型聚酯覆膜滤料,过滤风速控制在0.8~1.2 m/min,避免细粉穿透。除尘器壳体同样需接地,并配置脉冲喷吹清灰系统,防止滤袋表面粉尘堆积影响透气性。卸料口应设置双翻板阀或旋转卸料阀,保证密封性。
自动化控制系统以PLC为核心,集成压力传感器、流量计、料位计等检测元件。关键控制参数包括:输送气源压力、发送罐料位、管道内物料流速与浓度比。系统应具备超压报警、紧急停机、氮气置换及氧含量监测功能。对于防爆环境,电气元件需符合Ex dⅡBT4或更高防护等级,控制柜采用正压防爆型或隔爆型。
以海德粉体近期完成的某含能材料企业硼粉输送项目为例:物料为硼粉(平均粒径5~8 μm),输送距离水平35米,垂直提升12米,要求输送量1.5 t/h。最终采用密相正压输送方案,发送罐容积1.2 m³,配备流化板与气动振动器。输送管道为DN80不锈钢管,弯头采用R=800 mm陶瓷内衬弯头。气源选用无油螺杆空压机(压力0.6 MPa),经冷干后露点-25℃。系统运行后实测输送能力1.45~1.62 t/h,物料破损率低于0.5%,管道磨损周期延长至2年以上,车间粉尘浓度低于1 mg/m³,满足了客户对安全性与环保性的严苛要求。
在实际选型过程中,需要根据硼粉的具体粒径分布、含水量、输送距离、布局空间以及预算等因素进行个性化设计。以下为常见工况下的参考参数范围:
2026年,随着新能源材料与特种化工产业的扩张,硼粉的市场需求呈现稳步增长。国内外对粉尘防爆法规愈加严格,GB 15577-2018《粉尘防爆安全规程》与NFPA 652等标准对气力输送系统的防爆设计提出了更高要求。越来越多的企业开始倾向于采用氮气循环输送系统,辅以在线氧分析仪与自动补氮装置,从根本上消除爆炸风险。同时,数字化监控与预测性维护也成为趋势——通过实时监测管道压力波动、料流密度与系统能耗,利用算法提前预警堵塞或磨损隐患,从而降低停机损失。
对于计划新建或改造硼粉气力输送线的用户,建议在方案设计阶段充分进行物料特性测试与管道模拟。可委托有经验的粉体工程公司对硼粉进行流动性测试、磨损试验与爆炸性测试,以获取准确的工程设计参数。海德粉体配备专业的实验室与测试平台,可针对客户提供的硼粉样品进行全项分析,出具详细的输送可行性报告与设备选型建议。
硼粉气力输送设备方案的核心在于理解物料特性与工艺需求的平衡。从供料、输送到除尘、控制,每一环节的精细化设计都直接影响系统的稳定性、安全性与运行成本。密相正压输送凭借其低速、低磨损、低能耗、高密封性的综合优势,已成为硼粉等特种细粉的主流选择。但具体方案的落地仍需结合场地条件、投资预算与后期维护能力综合决策。
作为专业从事粉体气力输送系统工程的企业,海德粉体(咨询热线:156-6277-7102)在硼粉、铝粉、碳化硅、钛白粉等超细粉体输送领域拥有超过十五年的项目经验。从前期物料分析、方案设计、设备制造到安装调试与运维培训,可提供一站式服务,帮助客户实现安全、高效、低故障运行的输送目标。若您正在为硼粉输送难题寻找成熟方案,欢迎垂询交流。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

