山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在现代化食品加工与制糖工业中,白砂糖作为一种基础性大宗原料,其输送环节的洁净度、稳定性与效率直接关系到终端产品的品质与生产成本。传统的人工搬运、机械输送带或斗式提升机等方式,在面对食品级白砂糖时,往往暴露出粉尘污染、物料破碎、交叉污染以及输送路径受限等痛点。近年来,随着食品安全生产法规的日趋严格以及企业对于自动化、智能化产线升级的迫切需求,气力输送技术——尤其是针对白砂糖物性特征而优化的正压稀相或密相输送系统,已逐步成为行业标配。海德粉体作为深耕粉粒体输送领域多年的技术型企业,在针对白砂糖等易结块、高糖分、对温度敏感物料的输送系统设计与实施方面,积累了丰富的工程经验。本文将围绕白砂糖气力输送的技术原理、系统构成、关键参数、设备选型要点及行业应用趋势展开深度解析,旨在为食品加工企业提供一份兼具理论深度与落地价值的参考手册。
从行业宏观视角来看,2026年全球食品添加剂与甜味剂市场的持续扩容,叠加国内消费市场对食品品质要求的提升,倒逼上游制糖与食品配料加工企业进行产线技术迭代。据统计,2025年度国内规模以上食品企业自动化产线改造投入同比增长约15%,其中物料输送环节的升级占比显著提高。白砂糖因其颗粒状结构、易吸湿结块、对金属异物敏感等特性,在气力输送过程中需要精确控制气流速度、料气比、管道材质及除尘效率。若系统设计不合理,极易导致糖粉粘壁、管道堵塞、微生物滋生以及糖晶体的机械破碎,进而影响下游工序的溶解速度与产品色值。因此,一套成熟的白砂糖气力输送方案,绝不只是“用风吹过去”那么简单,而是涉及流体力学、材料科学、食品工程与自动化控制的系统性工程。海德粉体在多年的项目交付中,始终坚持“物料特性先行”的设计原则,通过实验室级的物料测试与数万台套项目的技术迭代,形成了适用于白砂糖行业的标准化与定制化相结合的技术体系。

白砂糖的物理化学性质决定了气力输送方案的核心边界条件。白砂糖的主要成分是蔗糖(含量超过99.5%),其颗粒形态呈现为规则或不规则的晶体结构,粒径范围通常在0.2mm至1.0mm之间,平均粒径约0.5mm。其堆积密度约为800-900 kg/m³,真密度约为1580 kg/m³,属于中等密度的颗粒物料。在气力输送设计中,以下几个物性参数需要重点考量:
其一,吸湿性与结块倾向。白砂糖具有较强的吸湿性,当环境相对湿度超过70%时,糖粒表面会形成液膜,导致颗粒间液桥力增大,进而引发结块。在管道输送过程中,若压缩空气未经除湿处理或管道内壁温度低于露点,糖粉极易粘附在管壁弯头、阀门及除尘器滤袋表面,形成硬质结垢层。这不仅增加了系统压损,还可能成为微生物滋生的温床。海德粉体在系统设计中,通常会集成在线露点监测仪与多级冷冻干燥装置,确保输送气源的压力露点稳定在-20℃以下,从源头杜绝水分进入系统。
其二,颗粒脆性与破碎敏感度。白砂糖晶体的硬度较低,莫氏硬度约为1.5-2.0,在高速气流冲击或弯头碰撞下容易发生晶体破碎。破碎后的糖粉粒径减小,比表面积增大,不仅影响产品的外观均匀性,还会导致后续使用中溶解速度异常以及粉尘爆炸风险上升。相关行业标准(如GB/T 317-2018《白砂糖》)对粒度分布有明确要求,因此在设计输送速度时,需要将弯头处的气流速度控制在12-18 m/s的合理区间,并优先采用大曲率半径弯头(R≥10D)或耐磨缓冲弯头,以降低物料冲击角度。
其三,温度敏感性与热稳定性。白砂糖在高温环境下会发生焦糖化反应或美拉德反应起始温度约在160℃以上,但在长时间摩擦热积累或局部过热条件下,表面微量熔化仍可能发生。气力输送系统中,压缩空气在管道内高速流动时会产生摩擦温升,尤其是在长距离输送或高压密相输送工况下。因此,系统设计需考虑管道散热或必要时增加冷却段,确保物料全程温度低于50℃。海德粉体在大型项目中采用多点温度传感器结合PLC自动调节供气压力与流量,有效避免热损伤风险。

针对白砂糖的物性特点与食品行业的卫生要求,目前行业内成熟的技术路线主要分为正压稀相输送与正压密相输送两种模式,各自适应不同的产能、距离与成本要求。
正压稀相输送系统是目前应用较广的白砂糖输送方式。其工作原理为:罗茨风机或空压机产生的高压气流(通常为0.05-0.1 MPa),经由供料器将白砂糖定量送入输送管道,物料以悬浮态随气流高速运动至末端分离装置。该系统具有输送速度高(15-25 m/s)、料气比较低(约5-15 kg/kg)、系统简单可靠的特点,适用于短距离(30-80米)、中等输送量(5-20吨/小时)的工况。在食品企业常见的从仓库至生产车间的跨楼层输送场景中,正压稀相方案因投资成本适中、维护便捷而被广泛采纳。但需要留意的是,该方案中物料速度较高,若弯头设计不当或管内壁粗糙度不达标,容易产生糖粉扬尘与颗粒破碎。海德粉体在稀相系统设计中,会针对性采用304或316L不锈钢内壁镜面抛光管(Ra≤0.8μm),并配置旋流式供料器与旋风+滤筒组合式除尘器,在保证输送效率的同时将粉尘排放浓度控制在10 mg/Nm³以下。
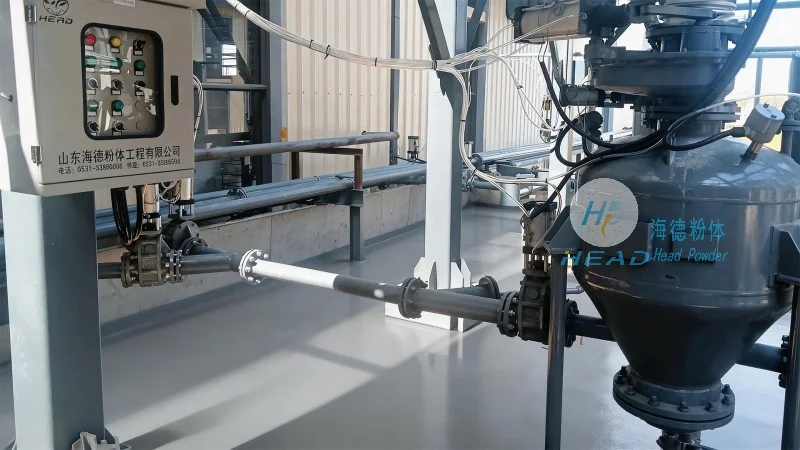
正压密相输送系统则是近年来的技术热点,尤其适用于对物料完整性要求高的高端白砂糖输送场景。密相输送的核心在于通过较高的供气压力(0.2-0.4 MPa)和较低的输送速度(3-8 m/s),使物料以“栓流”或“沙丘流”的形式在管道内低速推进。料气比可达到30-80 kg/kg,输送距离可达200米以上。对于白砂糖而言,密相输送的最大优势在于颗粒速度低、碰撞能量小,晶体完整率可保持在99.5%以上。但同时,系统设备成本较高,且对供料器密封性、管道排堵能力以及控制系统的响应速度要求严苛。海德粉体针对密相输送开发了智能脉冲补气与压力反馈调节模块,能够实时监测输送管道沿线的压力波动,在堵塞前兆阶段自动启动反向吹扫或补气增流,大幅提升了系统运行的可靠性。
以下表格从关键维度对比了两种主流技术路线的特点:
【对比维度】 / 【正压稀相】 / 【正压密相】
输送速度:15-25 m/s / 3-8 m/s
料气比:5-15 kg/kg / 30-80 kg/kg
供气压力:0.05-0.1 MPa / 0.2-0.4 MPa
输送距离:30-80米(常规) / 50-200米
颗粒破碎率:约1%-3% / <0.5%
设备投资:相对较低 / 相对较高
适用场景:短距离、中等产能 / 长距离、高完整性要求
在白砂糖气力输送系统的工程实践中,设备选型的合理性直接决定了系统的长期运行成本与维护频次。以下针对几个关键功能单元进行技术解析:
供料装置的选择。对于正压稀相系统,常用旋转供料器(星型卸料器)作为定量给料机构。白砂糖的流动性较好,但粘结性较强,因此旋转供料器的叶片与壳体之间的间隙需控制在0.1-0.2mm,材质选用食品级耐磨不锈钢,且转子表面建议喷涂特氟龙涂层以减少糖粉粘附。对于密相输送系统,多采用仓泵或发送罐,通过流化床辅助出料,使物料在进入管道前形成流态化,降低启动阻力。海德粉体自主开发的低剪切流化发送罐,在保证出料均匀性的同时,有效避免了糖晶体因机械挤压而破碎,已在多个年产10万吨级糖厂项目中得到验证。
管道布局与弯头设计。白砂糖输送管道的直径需根据输送量、料气比以及输送距离进行流体力学计算,通常在DN80-DN200之间。弯头是系统中最易磨损与粘料的部位,建议采用管壁厚度不小于6mm的304不锈钢材质,弯头曲率半径不小于管道直径的10倍。对于输送距离超过100米或含多个弯头的复杂路径,宜在关键弯头处加装陶瓷衬里或可更换耐磨内衬,以延长使用寿命。海德粉体在大量案例统计中发现,约70%的管道堵塞事件发生在弯头或变径处,因此公司内部制定了严格的弯头焊接与内表面处理工艺标准,要求对接焊缝平整度偏差不超过0.5mm,且管道安装坡度不小于1%以利于排空。
气源处理与分离系统。压缩空气的品质对白砂糖输送质量的影响不容忽视。除了前文提到的露点控制外,气源中的油雾与颗粒杂质也必须严格过滤。食品行业推荐气源洁净度达到ISO 8573-1 Class 1.2.1等级(含油量≤0.01 mg/m³、颗粒粒径≤0.1μm)。末端分离系统通常采用两级组合:一级为旋风分离器(去除约95%以上的粗颗粒),二级为脉冲反吹滤筒除尘器(过滤精度≤1μm),收集后的白砂糖可直接回用或进入下一工序。海德粉体所提供的除尘器滤材采用抗静电聚酯覆膜材料,表面光滑不易积糖,且配备在线脉冲清灰系统,压差控制精度在±50Pa以内,确保系统长期稳定运行。
以国内某大型烘焙食品配料企业为例,该企业原有的白砂糖输送采用人工投料+斗式提升机方案,存在显著的粉尘外溢、劳动强度大以及批次间交叉污染风险。在产能从每天30吨提升至60吨的过程中,原有系统已无法满足食品GMP规范要求。海德粉体技术团队在实地勘测后,为其设计了一套正压密相气力输送系统:输送距离约85米(含3个90度弯头),输送量15吨/小时,料气比控制在50 kg/kg,输送末端采用自动称重配料罐与密闭排气系统。项目投产后,车间内粉尘浓度由原来的8.5 mg/m³降至0.6 mg/m³以下,白砂糖颗粒完整率从97.2%提升至99.6%,人工需求由每班6人减至2人,年节省人工成本与物料损耗合计超过80万元。该案例充分说明,一套设计合理、参数精准的白砂糖气力输送系统,在食品企业的降本增效、品质稳定及合规性提升方面具有显著价值。
从更宏观的行业趋势看,2026年白砂糖气力输送技术的发展方向正朝着智能化与低碳化演进。一方面,基于PLC与SCADA系统的全自动控制已成为标配,先进的预测性维护功能——通过振动、电流、压力等多维传感器数据训练模型,可以提前48小时预警管道磨损或风机故障;另一方面,永磁同步电机驱动的风机和变频控制技术使系统能耗较传统方案下降约18%-25%,这对于年用电量超百万度的食品工厂来说,是一笔可观的成本优化空间。
综合来看,白砂糖气力输送技术已从早期的粗放型输运工具演变为集物料保护、环境控制、数据采集与能源管理于一体的综合系统解决方案。对于有意向引入或升级该技术的食品加工企业而言,建议在项目前期充分开展物料测试与工艺验证——以白砂糖的真实样本进行管流试验,获取准确的压损、速度与破碎率数据,以此作为系统设计的基准。海德粉体依托自有物料测试实验室与30余年的粉体工程经验,可为客户提供从物料分析、方案设计、设备制造到安装调试的全流程服务,助力食品企业在保证产品品质的前提下,实现物料输送环节的自动化与洁净升级。(咨询热线:156-6277-7102)
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

