山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在木材加工、生物质能源、人造板制造及造纸行业中,木屑作为一种典型的轻质、松散、易飞扬的散状物料,其输送效率与环保性能直接关系到生产线的连续性与运行成本。传统机械输送方式(如皮带机、斗提机、螺旋输送机)在处理木屑时往往面临粉尘泄漏、设备磨损严重、输送距离受限、能耗高等问题。随着工业环保标准趋严及自动化水平提升,木屑气力输送系统凭借其密闭输送、布局灵活、易于实现多点进料与卸料、维护成本相对可控等优势,逐渐成为行业主流方案。据行业研究机构预测,2026年全球气力输送系统市场规模将突破120亿美元,其中生物质及木材加工领域占比持续上升,年复合增长率维持在6%以上。在这一技术演进背景下,系统掌握木屑气力输送的工艺特点、设备选型逻辑及典型应用案例,对于企业实现降本增效、满足环保合规要求具有重要意义。

木屑气力输送并非简单的“吹气送料”,而是涉及气固两相流动力学、负压/正压系统设计、分离与除尘技术、管道防堵与防磨损措施等多学科交叉的工程问题。不同含水率、粒度分布、堆积密度的木屑,其输送特性差异显著。例如,干木屑(含水率8%-12%)流动性较好,但易产生静电并引发粉尘爆炸风险;湿木屑(含水率超过30%)则极易在管道内壁结块、堵塞,对气源压力与管道坡度提出更高要求。因此,一套可靠的木屑气力输送系统,必须基于原料自身物性、输送距离、输送量、现场空间布局等参数进行定制化设计。海德粉体在散料气力输送领域积累了多年项目经验,深刻理解木屑输送中的痛点与关键控制点,能够为客户提供从物料测试、系统仿真到设备制造、安装调试的一站式服务。
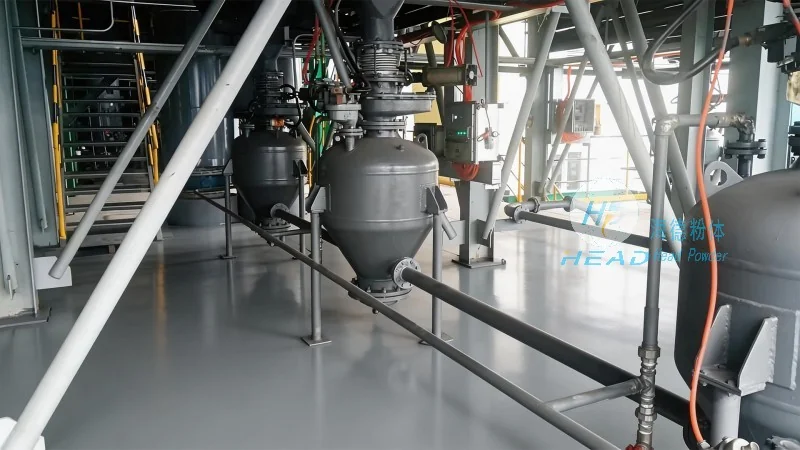
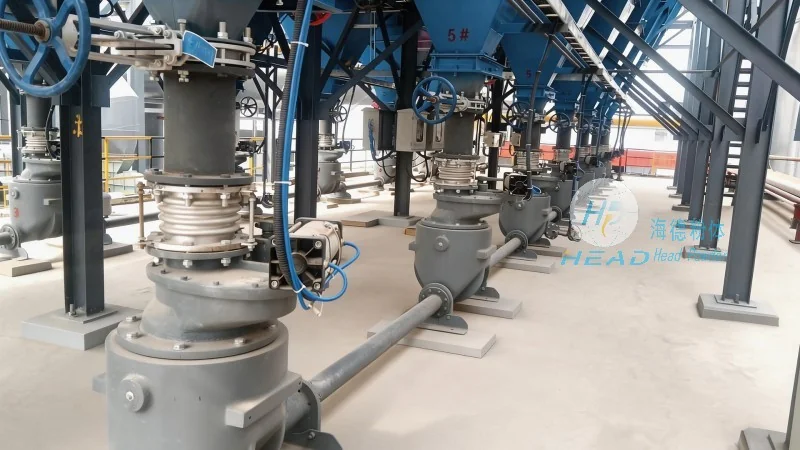
一套完整的木屑气力输送系统通常由气源设备(罗茨风机、离心风机或空气压缩机)、供料装置(旋转给料器、文丘里喷射器或仓泵)、输送管道(含弯头、切换阀、防磨衬里)、气固分离设备(旋风分离器、布袋除尘器)以及控制系统(PLC、变频器、压力传感器)五大部分构成。根据输送压力类型,主要分为正压输送与负压输送两大类,选择依据在于木屑的来源点与目标点的位置关系、输送距离以及对粉尘控制的要求。
正压稀相输送是木屑应用中最常见的模式。气源设备将压缩空气送入管道,通过旋转给料器将木屑连续、定量地投入气流中,形成气固两相流沿管道输送至目标仓。该方式适用于中短距离(通常≤200米)、输送量较大(可达10t/h以上)的场景,如从削片机至干料仓、从干燥机至压机料仓等。其优势在于管道布置灵活,可在地面、架空或地沟内铺设,且便于多点卸料。海德粉体在该方案中常采用高耐磨弯头与特殊内衬设计,使弯头使用寿命延长2-3倍,降低因木屑摩擦导致的管道穿孔风险。
负压吸送系统则适用于从多个分散点(如锯切工位、刨花收集点)集中收集木屑,或需要清理车间地坑、设备底部余料的情况。系统末端的风机产生负压,物料随空气被吸入吸嘴,经管道进入分离器。由于负压系统内部气压低于大气压,即便管道存在微小泄漏也不会有粉尘外溢,环保优势突出。但受限于负压差,单台风机输送距离通常不超过80米,且能耗相对较高。对于大型工厂,常采用“负压收集+正压输送”的组合模式:先用负压将各工位的木屑集中到中间缓冲仓,再由正压系统长距离输送至主料仓。
密相输送技术近年来在木屑领域也开始得到应用,尤其适用于高含水率、易破碎的木屑。密相系统采用高压气体间歇推送物料形成“栓流”,物料在管道内以较低速度前进,因此对管道磨损极小,且能有效保护木屑的纤维形态。但密相系统的初始投资较高,且对气源的压力和流量控制精度要求更严格。海德粉体基于实际项目数据对比:在输送距离150米、含水率25%的木屑工况下,密相输送的能耗约为稀相输送的70%,但设备成本高出约40%。具体选择需结合客户的投资回报期预算与运营成本承受能力进行综合测算。
选型第一要务是对木屑进行准确的物性分析。除了含水率与粒度,还需关注堆积角、磨蚀指数、含纤维量以及是否含有砂石等杂质。例如,来自砂光机的木屑往往含有细砂粒,会加速管道磨损,此时必须选用更耐磨的管道材料(如陶瓷复合管)并增加弯头处的壁厚。以下为海德粉体在多个项目中总结出的常见木屑类型与对应输送参数参考:
在实际落地中,海德粉体曾为华南地区某大型人造板企业设计一套年处理量6万吨的木屑气力输送系统。该企业原有机械输送方式导致车间内粉尘浓度超标,且因设备检修频繁影响产能。海德粉体团队首先对现场6个木屑产生点进行物性采样与流动性测试,发现部分木屑含水率波动较大(10%-28%)。为此,系统设计采用“变频调速罗茨风机+自动调节补气阀”方案,实时根据管道压力反馈调整气源输出,确保含水率变化时仍能稳定输送。管道全线采用304不锈钢材质,并在弯头处加装可更换的耐磨陶瓷片。系统投产后,输送量稳定达到8t/h,输送距离180米,车间粉尘浓度从原来的12mg/m³降至2mg/m³以下,设备运维频率由每月3次降至每季度1次,年节省维修及停工成本超过35万元。该案例表明,精细化的物性匹配与动态控制策略是木屑气力输送系统成功运行的核心保障。
即便设计阶段考虑周全,实际运行中仍可能出现管道堵塞、供料器卡料、除尘效率下降等问题。堵塞是最常见的故障,多发生在弯头后部或长距离水平段。预防措施包括:合理设置管道坡度(水平管道建议≥0.5°倾斜)、在弯头后设置吹扫气嘴、安装堵塞报警传感器。对于木屑中含有的长纤维或杂物,供料器入口宜设置格栅或磁选装置,并选用带有耐磨刀片的旋转给料器转子。除尘器方面,建议选用脉冲反吹式布袋除尘器,过滤风速控制在1.0-1.2m/min之间,避免因木屑吸潮导致布袋板结。海德粉体自主开发的智能控制系统可实时监测管道压差、风机电流、料仓料位等参数,当压差超过阈值时自动执行“脉冲反吹-短暂停料-加速吹扫”程序,多数堵塞隐患可在10秒内消除,无需人工干预。
在系统长期运行的经济性层面,能耗优化是用户关心的重点。对于固定输送量,管道直径的选择直接影响气源功率:管径过大则风速不足易沉降,管径过小则阻力剧增。海德粉体建议遵循“输送风速下限+合理管径”原则:以木屑悬浮速度的1.5-2倍为设计风速,通过反复计算得出最佳管径。同时,采用变频调速风机替代传统的定频风机,可根据实际输送量自动降速,节能空间普遍在20%-35%之间。某木屑颗粒燃料厂在采用变频方案后,年节电费用达12万元,投资回收期不足14个月。
展望2026年前后的行业趋势,木屑气力输送系统将向三个方向深度演进。一是数字孪生与预测性维护:通过在管道关键节点部署传感器,构建管道磨损、风机振动、布袋寿命的数字模型,系统可提前48小时预测弯头磨损临界点并提示更换,避免非计划停机。二是低能耗与低碳设计:采用高效率永磁同步电机替代传统异步电机,结合压缩空气系统余热回收用于木屑干燥,使系统综合能效提升10%以上。三是模块化与快速部署:针对中小型木材加工企业,海德粉体已推出标准化气力输送单元,供货周期压缩至常规项目的60%,现场安装仅需3-5天,有效降低了客户的技术门槛与初始投入。
在双碳政策与智能制造双重驱动下,木屑气力输送已不仅是简单的物料搬运工具,而是木制品、生物质能源生产线中兼具环保、节能、自动化特性的核心环节。选择一家具备物性分析能力、系统集成经验及持续售后支持的专业合作伙伴,对于项目顺利落地至关重要。海德粉体作为行业深耕多年的技术型企业,可提供从木屑样品免费测试、工艺方案设计到设备制造、安装调试及远程运维的全生命周期服务。(咨询热线:156-6277-7102)
综合来看,木屑气力输送系统的成功应用,建立在准确掌握物料特性、合理选择输送方式、精细设计管道布局、配备智能控制策略等诸多环节之上。每一个看似微小的参数偏差,都可能导致运行效率的显著下降或故障率的攀升。企业决策者应当摒弃“买标准设备即可解决问题”的思维,转而寻求具备个性化定制能力与行业实践积累的供应商。海德粉体始终坚持以工程实测数据驱动设计,依托自有物料测试实验室与多行业案例库,为每位客户提供针对性的木屑气力输送解决方案,助力客户在提升产能的同时,实现绿色、安全、可持续的生产目标。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

