山东海德粉体深耕气力输送行业十余年,提供气力输送系统、设备、风机全链条服务,承接全国粉体工程总包项目,咨询热线:156 6277 7102!
在建材、化工、环保等众多工业领域,石膏粉灰作为一种重要的基础原料,其输送环节的效率与稳定性直接影响着生产线的整体运行质量。无论是脱硫石膏、磷石膏还是天然石膏,经过煅烧、研磨后形成的超细粉末状物料,往往面临着易扬尘、易结块、对输送设备磨损大等特性。如何从众多粉体输送方案中挑选出适合石膏粉灰的工艺,已经成为了许多企业技术负责人和管理层关注的焦点。市面上的气力输送系统种类繁多,从正压到负压,从稀相到密相,不同的组合对应着不同的投资成本、能耗指标和后期维护难度。本文将从石膏粉灰的物料特性出发,系统解析气力输送的选型逻辑,帮助读者建立一套完整的决策框架,确保在2026年环保要求趋严、智能化升级加速的行业背景下,既能保障输送的连续性与稳定性,又能实现节能降本与合规运营的双重目标。
气力输送不是简单的“吹气送料”,而是涉及流体力学、气固两相流、机械设计、自动控制等多学科交叉的复杂工程。对于石膏粉灰这一类典型的粘附性、高硬度、易磨损粉体,选型不当会导致管道堵塞、能耗激增、设备寿命缩短甚至停产事故。因此,在展开具体技术参数之前,有必要先理解物料本身的“脾气秉性”,这是所有选型工作的基础前提。
石膏粉灰的粒径通常在几十微米到几百微米之间,形状不规则,且含有一定的结晶水或游离水。从粉体工程学的角度分析,其流动性指数通常介于中等偏低水平,这是因为石膏颗粒表面粗糙、易产生静电,且容易吸附空气中的水分形成桥接或团聚。此外,石膏粉的莫氏硬度在2左右,虽然不高,但长期高速冲刷对弯头、管道内壁的磨损不容忽视,尤其是在稀相输送中,物料以较高速度撞击管壁,磨损问题尤为突出。另一个关键难点是吸湿性——当环境湿度超过60%时,石膏粉表面会快速吸收水分,导致颗粒之间的液桥力增大,进而引发输送管道内壁粘料、架桥甚至完全堵塞。这就要求输送系统必须具备良好的密封性能,同时要配套除湿或加热装置来维持物料的干燥状态。从2026年的行业数据来看,国内石膏粉年产量已超过2亿吨,其中超过70%需要通过气力输送完成厂内转运或装车作业,因此选型方案的可靠性直接关系到企业的产能利用率与综合成本控制。
气力输送按气流压力状态主要分为正压输送和负压输送两大类,按气固浓度比又可分为稀相输送与密相输送。每一种类型都有其适用的工况范围,以下逐一展开说明。
正压输送系统以压缩空气为动力源,将物料从供料设备送入管道,通过气流携带至末端分离装置。其优点是输送距离长(可达数百米)、输送量大、系统密封性好,适合多点卸料。对于石膏粉灰,正压稀相输送通常采用较高的气速(15-30m/s),物料以悬浮状态前进,适合短距离、大流量场景;而正压密相输送则通过降低气速(3-8m/s)实现栓流或流态化输送,物料以“柱塞”或“流化床”形式移动,气固比高、能耗低、管道磨损小,特别适用于长距离、高浓度、对破碎敏感的粉体。
负压输送系统(也称真空输送)在管道内维持负压状态,通过吸气口将物料吸入管道并送至分离器。其优势在于设备结构简单、易于实现多点取料、无粉尘外泄,适合短距离(一般不超过50米)以及需要从多个料仓或料斗中集中收料的场景。但负压输送的输送量相对较小,且真空度受限于罗茨风机或真空泵的性能,在石膏粉灰的水分较高或颗粒较粗时容易效率下降。2026年行业技术趋势显示,随着变频调速和智能控制技术的普及,负压系统已能够通过实时调节真空压力来适应不同物料特性,但在大规模石膏粉灰生产线中,正压系统仍是主流选择。
在确定系统类型之前,必须逐一评估以下关键参数,这些数据将直接决定设备规格与投资回报周期。
输送距离与提升高度。石膏粉灰输送线路往往需要跨越厂区道路、楼层或车间,水平距离从几十米到几百米不等,垂直提升高度也可能达到30米以上。距离越长,管道沿程阻力越大,所需气源压力也越高。对于超过100米的水平距离,密相输送通常具有更低的能耗比,因为稀相输送需要维持高气速来避免物料沉降,而气体压缩功消耗巨大。以实际项目为例,某企业需要将脱硫石膏从贮存库送至200米外的包装车间,同时上升15米,采用正压密相输送系统后,气量仅为稀相系统的60%,电耗降低约35%。
输送量(吨/小时)。小型生产线可能只需要5-10吨/小时,而大型石膏板生产企业动辄需要30-60吨/小时。输送量的确定必须考虑峰值需求与系统冗余度,一般建议设计能力为实际需求的1.1-1.2倍。对于大输送量工况,单管输送往往受限于管径与压降,必要时可采用双管并联或多点进料方案。需要注意的是,石膏粉灰在较高气速下会因颗粒碰撞产生大量细粉,因此输送量越大,越要关注末端除尘器的过滤负荷。
气源选择与能耗指标。气力输送的能耗主要来自空压机或风机,占系统运行成本的50%-70%。输送1吨石膏粉灰所需的标准气耗通常在10-30m³之间,具体取决于输送浓度比。密相输送的气固比可达10-30甚至更高,而稀相输送仅为1-5。从2026年全球能源价格上涨的趋势来看,采用低气耗的密相技术可以显著降低碳排放强度,符合双碳政策要求。同时,选用永磁变频螺杆空压机或高效罗茨风机,配合管道泄漏检测与自动稳压控制,能进一步优化能耗。
管道材质与弯头寿命。石膏粉灰对管道的磨损主要集中在弯头外侧,尤其是当流向改变超过45度时。推荐使用陶瓷复合钢管(内衬氧化铝陶瓷)作为弯头材料,其耐磨寿命是普通碳钢的5-8倍。直管段可采用普通无缝钢管,但需注意内壁光滑度,减少阻力。管径的选择应基于气速与输送量的匹配关系,通常石膏粉灰的气速下限为3-5m/s(密相)或12-18m/s(稀相),低于下限容易导致沉积堵管,高于上限则加剧磨损。

为了更直观地理解选型逻辑,下面列举两个典型的石膏粉灰输送场景,并分析其最优方案。
场景A:短距离、高精度配料。某石膏砂浆企业需要将煅烧石膏粉从料仓输送至混合机,直线距离仅15米,提升高度5米,输送量为8吨/小时,要求计量精度±1%。此类工况下,负压输送系统可以做到无残留、易清洗,配合计量螺旋可以实现高精度喂料。而且负压系统的密封性强,不会因正压泄漏而污染车间环境。因此推荐采用负压稀相输送,气速控制15m/s左右,使用不锈钢管道以减少腐蚀。
场景B:长距离、大宗转运。某纸面石膏板生产线需要将原料石膏粉从码头储罐区输送至2公里外的车间,途中经过隧道路段,垂直高差20米,输送量高达50吨/小时。在此类长距离、大流量条件下,负压系统受真空度限制无法胜任,稀相正压系统则因气耗过高而经济性差。最终方案采用正压密相气力输送,通过发送罐与补气管配合实现栓流,管道平均气速仅6m/s,系统压力约0.3MPa,电耗较稀相方案降低近40%。同时,管路设计增加了自动清堵装置和压力波动监测,确保在石膏粉湿度波动时仍能稳定运行。
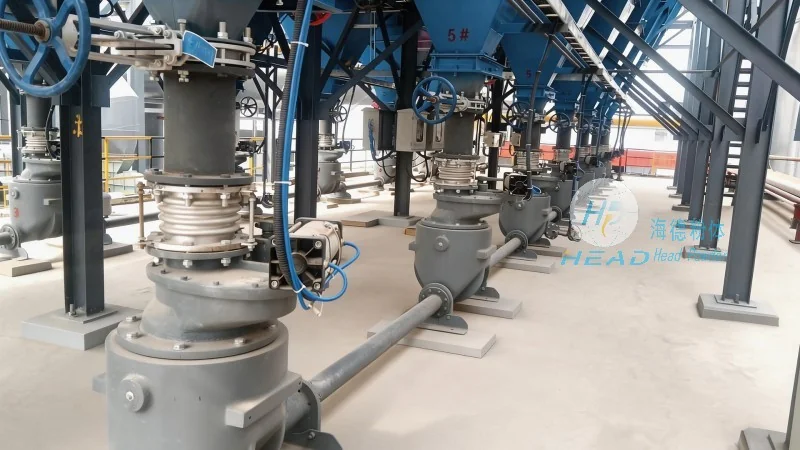
气力输送系统的设计绝不仅仅是选型计算,还需要考虑供料装置、分离除尘、控制逻辑等配套环节。石膏粉灰常用的供料设备包括旋转阀、喷射泵和发送罐。旋转阀适合正压稀相系统,但需注意转子与壳体的间隙,磨损后会导致窜气影响输送效率;发送罐则广泛用于密相输送,可通过调节进气管路实现精确控制。
除尘方面,石膏粉灰经分离后进入成品仓,剩余含尘气体须经脉冲布袋除尘器处理,排放浓度应低于10mg/m³,这符合2026年即将实施的更严格大气污染物排放标准。布袋材质应选用抗静电、防粘附的涤纶覆膜针刺毡,并配备在线脉冲喷吹清灰系统。另外,管道系统需设置合理数量的检查口与排水阀,以便处理因冷凝水导致的积料。冬季低温环境下,建议在气源中增加冷冻式干燥机,将压缩空气露点降至-20℃以下,从源头杜绝水分进入输送管道。

海德粉体(咨询热线:156-6277-7102)专注于粉体气力输送系统集成与技术研发超过十五年,在石膏粉灰领域累计交付了数百套交钥匙工程,覆盖脱硫石膏、磷石膏、建筑石膏粉等多种物料。针对石膏粉灰吸湿性强、易磨损的痛点,海德粉体开发了智能防堵控制算法,通过实时监测管道内压力波动,自动调整补气频率与气源压力,堵管率降低至0.5%以下。同时,其专利的耐磨弯头采用整体铸造工艺,使用寿命达到普通弯头的三倍以上。在2026年的市场环境下,海德粉体还推出了模块化、可移动式密相输送单元,便于中小型企业快速上线,初期投资降低约20%,并在多个项目中实现了能耗低于行业平均值的实际验证。无论您是新建生产线还是旧线改造,海德粉体均能提供从物料分析、方案设计、设备制造到安装调试的全流程服务。
选择正确的气力输送方案,本质上是对物料特性、输送距离、产能需求与综合成本的精准平衡。石膏粉灰作为一种常见但颇具挑战的粉体,其输送系统的设计不能简单地套用通用模板,而应结合现场工况进行针对性优化。建议企业在决策前先进行小规模物料测试,获取真实的输送浓度、压降及磨损数据,必要时可委托专业厂家开展中试实验。唯有如此,才能将投资风险降至最低,实现长期稳定、高效、低成本的生产运营目标。
 山东海德粉体工程有限公司
山东海德粉体工程有限公司 156-6277-7102(张经理)
156-6277-7102(张经理)  0531-83386006
0531-83386006  山东省济南市章丘区上皋工业园1号
山东省济南市章丘区上皋工业园1号 服务热线
微信咨询
回到顶部

